Our ASU resources have extra information for you
Need further details about our products and application solutions for ASU operations and related processes? Find out more with this selection of downloadable resources.
Servomex Systems Brochure
Find out how we consult, design and deliver, working with you to build success

Servomex Systems Brochure
Find out how we consult, design and deliver, working with you to build success
Remove from basket
Industrial Gases Magazine Issue 01
Download our magazine supporting your bulk gas and specialty gas applications
Industrial Gases Magazine Issue 01
Download our magazine supporting your bulk gas and specialty gas applications
Remove from basket
Industrial Gases Magazine Issue 02
Find out more about our solutions for industrial and medical gas analysis
Industrial Gases Magazine Issue 02
Find out more about our solutions for industrial and medical gas analysis
Remove from basket
ES Magazine Issue 19 Chroma NanoChrome
Your guide to the Servomex products and services that support global customer processes
ES Magazine Issue 19 Chroma NanoChrome
Your guide to the Servomex products and services that support global customer processes
Remove from basketA process that needs accurate gas analysis
The ASU separates atmospheric air into three pure gaseous elements – nitrogen, oxygen and argon. Further separation is required for quantities of noble gases such as neon, krypton and argon. Accurate gas compositional analysis is essential to ensure purity across the air separation process.
Monitoring a wide range of trace impurities
Maintenance of product purity is essential between the separation process and product transportation by pipeline or vehicle. This requires highly accurate trace measurements for a range of impurities to ensure that quality is maintained at the highest possible standards.
Diverse sensing solutions that adapt to your process
Servomex’s comprehensive range of analyzers provides the industrial gases sector with the widest selection of technologies to achieve the measurement ranges required. Our Paramagnetic, Zirconia, Tunable Diode Laser, Flame Ionization Detector and Coulometric sensors provide the complete application measurements required to control the process, ensure product purity and guarantee plant safety.
We’re proven experts in ASU applications
Servomex’s analyzers are used and specified by all leading ASU plant operators. We’re acknowledged experts in industrial gas analysis, providing accurate, reliable and stable solutions.
An expert team
Armed with deep applications knowledge, our experts can recommend the best solution for your process requirements, determining the gas analysis solutions that will meet your specific plant conditions.
Premium products
With the broadest choice of gas sensing technologies available to the industrial gas market, our analyzers allow you to select the measurement technique that best suits each analysis point in your ASU process.
Global support
Our comprehensive range of gas analyzers are supported by a worldwide network of service personnel, delivering reliable analytical performance at optimum levels.
Meet the experts

Responsible for planning Servomex future technologies, Claus is a highly experienced engineer who has worked at Servomex since 2004, leading the research and development of many new products. He is also a member of Servomex’s STEM program
Claus Agersbaek, Corporate Scientist

Based in the US Technical Center, Joseph works closely with customers in the semiconductor and industrial gas markets, providing expertise and product solutions to meet their requirements.
Joseph Ha, Product Marketing Manager P&S

Chris works closely with our customers, sales team and engineers to drive growth through applications and product development.
Chris Davis, Product Manager

A longtime Servomex expert with more than 33 years of service behind him, Phil has a vast knowledge of semiconductor market requirements, and provides technical and applications support for customers, colleagues and channel partners alike.
Phil Rogers, Senior Product Specialist, Semiconductor Sector
Search Servomex Air separation units analyzers
Refine by search term
Clear filtersRefine selection by:
Showing 6 of 6 Air separation units analyzer products
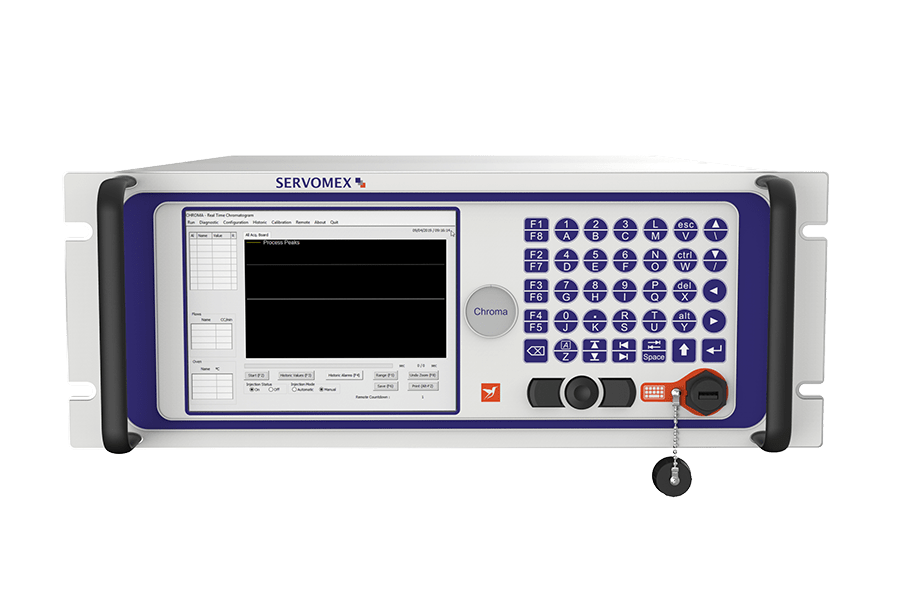
Chroma
SERVOPRO Safe Area
The Chroma is optimized to specific background gases to ensure optimum performance for your application.
FID
SERVOPRO Safe Area
With trace analysis capability, the FID is ideal for ASU safety and quality control applications.

MiniMP 5200
SERVOFLEX Portables
A portable, safe area, mains or battery-powered gas analyzer offering accurate single or dual % level measurements of oxygen (O2) and carbon dioxide (CO2).

MonoExact DF310E
SERVOPRO Safe Area
Designed specifically for accurate measurements of oxygen in industrial gas (IG) applications.

MultiExact 4100
SERVOPRO Safe Area
A high-performance multi-gas analyzer designed to provide up to four simultaneous gas stream measurements.

Plasma
SERVOPRO Safe Area
The Plasma delivers an accurate, highly stable and reliable measurement, with high sensitivity in the 0-1ppm range.

An ethical approach to business
Servomex’s values underpin everything we are and everything we do: they guide how we work, inform our decision making and shape our culture.
The latest news in air separation units
Find out what’s happening in the ASU sector, including our latest product releases and application solutions.
Get the latest news, sign up to emails
You've been added to our newsletter
You've been added to our newsletter
In this episode our experts focus on cryogenic air separation unit (ASU) processes, looking at the best ways to produce high-purity oxygen, nitrogen, and argon products.
Air Separation Unit podcast transcript
DB: Welcome to the ASU podcast. My name is Douglas Barth, I’ve been with Servomex for approximately five years. I’ve been in the instrumentation business for over 20 years. I started out with X-ray fluorescence instrumentation for measuring heavy metals and hazardous waste emissions, coal-fired power plants and wastewater treatment; after that, I moved into the semiconductor markets and began working with the Pall Corporation to launch …. for moisture measurement. After that, I didn’t fall out of love with instrumentation and looked for a 100% instrumentation company that was dedicated to that, and joined the Servomex group about late or mid-2018. I am glad to also be working with Chris Davis. He’s a product manager on the UK side, still within the P&S BU, or business unit, for Servomex. Chris, how long have you been with Servomex?
CD: Thanks, Doug. I’ve been with Servomex for nearly 10 years now, I started off in the real engine room, manufacturing some of the products that we make at Servomex, and also worked in our applications group. And as you say, now I’m one of the product managers for the Purity and Specialty group.
DB: So, Chris, air separation units, part of the bread and butter for the P&S group. We give our customers a one-stop-shop solution for their instrumentation needs for both, or all three, of the quality purity and process control measurements that are necessary within the air separation unit market. Air separation units are not all the same. Some of them are dedicated to specific segments of the business that are outside the P&S business unit. Air separation units can feed the general gas needs of an industry or a city, that includes medical gases and industrial gases. Sometimes they’re dedicated for the steel manufacturing industry, and they’re built right next to the plant, feeding those industries with pipelines of gaseous products – nitrogen, oxygen and argon. Wastewater treatment, petrochemical, semiconductor applications, all of these have ASUs associated with them, and are usually always nearby any of those industries. What else are ASUs good for, Chris?
CD: ASU operation units can very much be used in the semi industry as well. All semi plants will have a purpose-built air separation unit on-site, usually right next door. The quality requirements in those plants are obviously very different to the quality requirements in something like a steel manufacturing plant.
Just to take a little step back into the history of air separation, the original cryogenic distillation of the air, it was Carl von Linde who had an initial request from a beer brewer in Ireland, back in 1892. The Guinness brewery requested liquefied CO₂ plants to be built so they could do some forced carbonation of their beer. And this really led Linde to start thinking about the different boiling points of the components of the air. So, the nitrogen and the oxygen initially, and it was in the 1910s, that Linde first really developed and then later patented his double-column process for separating nitrogen and oxygen. And since then, variants of that same double-stack column are still used to this day. That’s kind of the launching point of the technology. Obviously, since then, quite a lot has changed. So, I guess the next thing to do is to start looking at the process in a little more detail.
DB: Yeah, let’s do that. Chris. I also stumbled onto some of the same things. I found that Carl von Linde has patents in, I think Germany, Switzerland, the UK, and then the final patents were in the US. Obviously, he had a savvy businessman along with him, and they covered off his technology in the emerging markets.
CD: Absolutely, very, very business savvy. A very, very smart guy.
DB: So, let’s tell everybody about how smart this guy was. I used to work for the Pall Corporation and they’re a filtration, purification, and separation giant, and they’re involved in the front end of this actual process for air separation units, and that is to intake a great deal of ambient air and to filter all of the particles, particulate, out of that air.
They’re also engaged in the molecular sieve and the absorber of CO, CO₂, hydrocarbons, and moisture, which all has to occur upfront, as the ASU begins to draw in massive amounts of air and compress that air with huge turbo blowers. And to do that, they need to measure the amount of hydrocarbons within the air. I see that our FID is applied in this application, and the Chroma is there as well. Chris, these are two instruments that you manage. Why would you pick between the Chroma and the FID there at that first measuring point after the compressor?
CD: Yeah, that’s a good question, Doug. It very much depends on the environmental conditions. If the plant in question is built in a heavy industrial zone, where there may be quite a large content of hydrocarbons in the in the atmosphere, then that massive air intake is going to be drawing in large amounts of various hydrocarbons. The SERVOPRO FID, that we manufacture, is a very good total hydrocarbon analyzer. But in some instances, customers may want to have a little more specificity, they may want to know the content of the methane, they may want to know specifically how much acetylene is in there, because all of these different hydrocarbons will have subtle differences, different impacts to the process control, and the safety limits later on in the process.
So, in you want more specificity, then you’re going to be needing to order a SERVOPRO Chroma, which is a gas chromatograph-type analyzer. But for a relatively simple analyzer, our SERVOPRO FID, which is a flame ionization detector, just for total hydrocarbons. And all of these need to be monitored throughout the process to prevent dangerous situations in the later stages of the process.
DB: I see. Okay, so local or micro regional effects from just the general air quality from wherever a plant could be located. Another thing that that’s going to be unique, from plant to plant, could be the instrument upfront after this compressing and the amount or the blend of absorbance that they have in them in the molecular sieve to pull out those contaminants to keep them out of process so that they don’t get mingled in with their product.
CD: Sure, yeah. And after the molecular sieve, then that’s where we would potentially be making additional measurements to look at the hydrocarbon content again. We’re going to be looking at moisture as well, so the AquaXact 1688 is another analyzer that we have on offer to monitor the moisture content before the distillation process. And I think we would also be looking at CO₂ content after the absorber, right?
DB: Yeah, you want to make sure that the CO and CO₂ have been efficiently captured by the molecular sieve before it gets into the heat exchangers. Now that we’re discussing that heat exchange, we see that the beginning of an ASU process, they don’t have liquid oxygen, or liquid nitrogen, liquid argon, to put through the heat exchanger to volatilize, and to turn into gaseous form.
At that point, in the beginning, when you’re starting up an ASU, you’re going to need a refrigerant of some sort to kick off the process, because it kind of becomes its own little perpetual engine of sorts. When it comes to cooling that incoming air, the incoming air is cooled to around negative 200 degrees Celsius, and that air is allowed to expand slightly as it enters the bottom of the high-pressure column. That expansion takes advantage of the Joule-Thomson effect, which is another one of those scientific great minds that was running around at the same time, to which Carl Van Linde used a lot of his principles to actually be able to pull off this air separation or, as you call it Chris, cryogenic distillation column.
So you see the compressed, cleaned, and very cool gas entering in. It’s still vapor-phase, and it enters that low pressure column. At that point, basically the whole process is using a series of valves and reflux and recirculation of the individual products of oxygen, argon, and nitrogen within the distillation column. And we see that at the bottom of the high-pressure column there is a process pulled out at that point. And, Chris, I think you sold me that, that the oxygen is about 50% concentrated?
CD: Yes, it’s enriched oxygen air in that liquid layer at the bottom of the of the high-pressure column, and that is then fed into near the top of the low-pressure column, which sits above the high-pressure column. But also in that high-pressure column, we’ve got the separation going on, so we’ve got the nitrogen that is boiling off of that liquid phase in the bottom of the high-pressure column. And as that approaches the top of the high-pressure column, it is cooled by the liquid oxygen, which is also accumulating at the bottom of the low-pressure column, which we’re going to come on to in a moment. And that enables the gaseous nitrogen, then, to re-condense into liquid phase at the top of that high-pressure column. Liquid nitrogen can then be drawn off as final product and be analyzed, which we’re, again, going to talk about a little bit later on.
DB: So really, it’s two columns in one. It’s not a single distillation column, it’s actually two, so that at the top of the high-pressure column, there’s liquid nitrogen. And, at that point, it’s pulled off, the liquid nitrogen is pulled off there to top the high-pressure column.
CD: It’s liquid nitrogen being fed off for storage.
DB: And that liquid nitrogen comes down into that storage tank. The liquid nitrogen, of course, the customer is going to be concerned with the amount of O₂ within the nitrogen, because they want to have as pure a product as possible. So, the MonoExact DF310E, is used at this point to measure in parts per million – and usually below one part per million – the O₂ within that liquid nitrogen, along with the MultiExact 4100,
CD: You’ve really got two different options there for measuring trace oxygen, you’ve got the MonoExact DF310E, using a Coulometric sensing technology, and you’ve got the MultiExact 4100, which is doing the same kind of measurement, but utilizing a Zirconia cell.
DB: Yeah, and you wouldn’t think moisture would be an impurity, but it is in the medical application, you need to stay below 67 parts per million for the European Pharmacopoeia and the AquaXact 1688 is there and can connect to both the MultiExact 4100 and the MonoExact DF310E. So, it’s pretty seamless to run those two measurements with one of those choices for that liquid nitrogen storage tank.
And then, the exact same measurements are made after the storage tank. You would think that that that’d be good enough on its way in, but due to regulations, and customer requirements, if you’re going to take that liquid nitrogen and you’re going to truck it away, you’re going to need to verify that what left the tank was what entered the tank, and is what is entering the truck. And there again, you’re going to see the Zirconia and the MultiExact 4100, or the MonoExact DF310E, measuring that trace O₂ and trace moisture as well, with the AquaXact 1688. Can also see your Chroma’s there, Chris.
CD: If you’ve got a feed in to a semi plant perhaps or it’s a little more remote, then absolutely, you’re going to be wanting to get a full assay on all of the impurities that could be in there. And the SERVOPRO Chroma can really do all of those measurements. We can be looking at argon content in nitrogen, we could be looking at CO₂, we could be looking at any hydrogen, you can even do the oxygen measurement if you want to just use one analyzer. It’s really an analyzer that can do almost anything.
DB: Wow. Fantastic, Chris, that’s the liquid nitrogen. So, in the high-pressure column, we’re just pulling off about 50% liquid oxygen that is purified again for hydrocarbons and put it into almost the top of the low-pressure column and liquid nitrogen that’s pulled off the top of the high-pressure column. And then, after that, basically everything else is coming out of the low-pressure column. Is that correct, Chris?
CD: That’s correct, yes, so we’ve got more reactions going on. We’re going from oxygen collecting at the bottom of that low-pressure column, and the gaseous nitrogen is then boiling off towards the top of the column, and the final product at the top of that column is that gaseous nitrogen, which can be fed to local pipelines to end users. And, on the way out of the process, we get that heat exchange happening between the very cold final product and the ambient air that’s coming into the process.
Incidentally, at the bottom of that low-pressure column, where we’re accumulating our pure oxygen product, we have the very real potential for increase in the concentration of things like N₂O and CO₂, because even though we’ve effectively eliminated most of the impurity as it enters the process, over time that impurity can build in that liquid phase in the low-pressure column within the oxygen. So measuring CO₂ and oxygen is a very, very critical safety measurement that needs to be made in that in that low-pressure column.
DB: Now that we’re up into the low-pressure column, we see that the process is able to pull off that liquid oxygen, comes off the bottom of that tank, and now it’s going to move to a storage application. So, on-site storage, available to fill trucks as they need, and the MultiExact 4100 will be there with the Paramagnetic in this case, measuring purity on the O₂.
CD: Doing that 100% oxygen assay using our Paramagnetic technology in that MultiExact 4100. That’s right.
DB: I mean, you could also be using the Gfx transducer for CO or CO₂, if you really needed to make sure that liquid oxygen was medical grade.
CD: Absolutely, yeah. That’s one of one of the applications that we are compliant with, the European Pharmacopoeia for carbon dioxide and carbon monoxide measurements in oxygen using the MultiExact 4100, yeah.
DB: Yeah, I know that the rules kind of change, when you have a liquid oxygen for medical application, ss long as you’re taking directly from a liquid and volatilizing that liquid oxygen, it can be used… just a purity measurement. But if you exchange that liquid oxygen to gaseous, and you blend that gaseous oxygen from an ASU and another process to make small medical cylinders that could be wheeled around, or can be carried around, because it’s not liquid any longer the manufacturer of that medical oxygen or medical air blend would be required to measure, not just the purity, but they’d also have to measure the impurities. The hydrocarbons, the CO, the CO₂, the moisture, all of those things would have to be measured if you’re using that volatilized liquid oxygen later in a secondary blend.
CD: Good to know. Very good to know.
DB: Yeah, that’s why you see a lot of the instrumentation that says, this is a merchant gas site. And what I’ve sometimes heard them discussing in the market is a package gas, when they put them into individual cylinders, and make it for individual use. So that’s the package gas facilities within the marketplace, which is a secondary use of our instruments as well.
So, liquid oxygen, now that we’ve dealt with that, but then on the other side, that liquid oxygen, bottom of the low-pressure column, right, if it goes over to the heat exchanger to keep that perpetual engine kind of going, and cooling down that incoming air that that’s feeding the process from the intake into the high-pressure column. That liquid O₂ volatilizes, takes in the heat, cools that incoming air, turns to a vapor. And there you see a FID and a Chroma again.
CD: Yep. And again, we’re really looking at the hydrocarbon content there, and of course, if we’re supplying this gaseous product to an industry, like the semi industry, then there’s going to be regulations or requirements on the purity of that gas that’s going in, because once it hits the semi plant, then additional verification happens. But you want good product going in, otherwise, your purifiers are going to be spent quicker than you’d like. So we’re measuring, with the SERVOPRO Chroma, the total impurities on the way out of the plant before they hit the air separation unit’s final customer, which, as I say, may be a semi customer, or may be a steel plant. Many, many industries rely on the products from these plants.
DB: Yeah, the MultiExact 4100 is there doing the same job, Chris, measuring the purity of the oxygen at that point with our paramagnetic technology, and also being able to use the Gfx for trace contaminants CO, CO₂, methane if they cared to measure that as well. And it’s connected to an aluminum oxide sensor, which is there looking at the moisture within that gaseous oxygen.
So that pipeline can go out – I was in Cologne, Germany, and was at an ASU customer of ours, and they had a map on the wall with the extensive subterranean gas pipelines that they had from the original facility feeding the entire industrial, medical, and pharmaceutical manufacturing that was all over the city. It was pretty interesting to see such a massive, massive underground pipeline feeding different industries across vast markets from industrial to medical, and semiconductor.
Now that we’ve got the liquid nitrogen and the liquid oxygen, which is pretty simple, you know, they’re exchanging it, measuring the contaminants and the purity, that liquid oxygen when they exchange it to a gas and measuring the purity before it is stored into a tank. But we get into this argon, and this seems to be the tricky part of the process, especially since argon is just about 1% of the Earth’s atmosphere.
CD: That’s right, yes. So, this is where we kind of diverge away from the original Carl von Linde double-column method for separating air. And it was only in the 1980s, that improvements in pat-column technology allowed for the real commercial viability of separating argon from the air. So, we have an area within the low-pressure column, where concentrations of the three components – the nitrogen, the oxygen, and the argon – really allow for a good enough quantity of the argon to be drawn off for further separation in what’s called the crude argon column. And that point is generally around 15% argon.
At that point, you have around 85% of oxygen present and very, very low levels of nitrogen in comparison – we’re really looking at hundreds, maybe up to 1000 parts per million of nitrogen being present in this draw-off area in the low-pressure column. And the means of controlling that is by measuring that nitrogen. Obviously, measuring parts per million of nitrogen in the background of oxygen and argon is not easy with most technologies, but using a gas chromatograph, this is where our SERVOPRO Chroma can step up again, and provide a measurement of that nitrogen in parts per million in that oxygen and argon-rich feedstock to our pure argon column.
DB: As well as the MultiExact 4100 with the percent oxygen measurement there for process control as that crude argon, you would say only about 15% is initially pulled out of that low-pressure column. So it’s amazing that liquid first starts at negative 200 degrees C or we’re separating at tens of a degree C between these different layers to be able to pull off these individual components of the actual air that we breathe.
So, after the crude argon, at the top, you’d be bleeding off that nitrogen, that’s gaseous nitrogen, and you try to further separate and condense that argon, and then it moves into what’s called a pure argon column. But before that, we have a switch in the measurements. Here, we we’ve got a MonoExact DF310E that is measuring trace O₂. At this point, the MonoExact is there to ensure that the purity of that argon that’s being pushed into that pure column has all of the O₂ that’s possible, and it’s pulled off the bottom of that pure argon column and pushed back into the main distillation column.
CD: Yeah, so in the crude argon column, we’ve drawn off the liquid oxygen, which is accumulated at the bottom of that column, and put that back into the distillation column to continue that process. And we’ve drawn off the gaseous nitrogen from the top of that crude argon column, and put that back in the process as well. And then we’ve got various control analyzers to monitor the levels of the oxygen, because as I say, we don’t want to be putting any oxygen in this pure argon column, because the pure argon column is really there just to eliminate the last of the nitrogen that is left in the process.
So we said that we had maybe 100 or 1000 parts per million of nitrogen going into the crude argon column, but obviously that’s going to be concentrated because we’re going from the 15% argon all the way up to 99 point whatever percent argon, so that nitrogen is still present and normally at this point in the process, around 5% nitrogen may be present. So we’re really looking at the pure argon column just to boil off that last bit of nitrogen before we go to the liquid argon storage and do our quality measurements as well.
DB: Yeah, the MultiExact is also properly placed in that position between the crude and pure argon column. You can use the Zirconia for a trace O₂ measurement, as well as attaching an aluminum oxide to either the 310 or the ME 4100, to take that moisture measurement before it moves into that pure argon column. After the pure argon column, again, the same measurements as well are made but the MonoExact is there to make the trace O₂, to make sure that purity of argon is good. The MultiExact 4100 can do it with the Zirconia, and again, the aluminum oxide is there to measure one contaminant in pure liquid argon, which would be that that moisture. But in this case, I see a Plasma and a Chroma, Chris, so obviously, there’re schools of thought for those instruments on which one you want to use for liquid argon
CD: Yes, for the quality measurement for the liquid argon, normally the SERVOPRO Plasma is an online analyzer for measuring nitrogen in argon in this case, and that can be used for low ppm – 1ppm measurements are very much within the capabilities of that analyzer. But, as ever, the SERVOPRO Chroma is available for more complex analysis, so if it’s not just nitrogen you’re interested in, then the Chroma can step up and provide total impurity measurements for that liquid argon before it goes into storage. And the same as we’ve had with liquid oxygen and liquid nitrogen, we’ve got the same quality measurements happening after storage, before truck loading as well.
DB: Yeah, I see all of those same instruments there before the liquid argon storage to make sure that the process is producing quality product liquid argon before it goes into the storage tank. I know that that’s something I hear about from individuals in the air separation business, that they often… if they don’t have it right, and there’s a process upset, that they will use all those measurements to bleed off any of those liquid products – argon, oxygen, or nitrogen – before it gets to the storage tank, because the last thing they want to do is contaminate a storage tank or contaminate a customer storage tank, which is what is referred to as ‘the kiss of death’. They have to go out and inform a customer that either the liquid… either the storage tank was contaminated, or the truck was contaminated. And their tank is now contaminated, where they would have to recover all the product on site, they’d have to flush out the tank, and then they would have to refill that product, which is going to cause any customer of these products to be offline, not efficiently producing their product which uses these gases in their process.
So the liquid argon, we’ve taken it from production to their crude out, and we see that there’s a process line in the map just after the liquid argon storage tank, and it comes all the way back around and is out as gaseous argon and make those, again, crucial measurements by the MonoExact DF310E for any oxygen contaminant, or using a Zirconia within the MultiExact 4100 at that point. I also see your Chroma is there, Chris.
CD: Yep, and that’s doing exactly the same thing again. We’re really looking at customers or end users who have really high quality requirements, being able to certify that the gaseous argon that you’re piping into your end user is of the quality that is written into your agreement with them.
DB: I see. Well, that is the cradle to grave for the ASU, the air separation unit process. We’ve gone through the ambient air being drawn into the process and compressed and the measurements as they clean up that gas for the cooler and the molecular sieve, pushing through the main heat exchanger which uses the liquid oxygen and the liquid argon to cool that incoming air before it enters the distillation columns. Also, the control process control measurements and the quality and safety measurements within the ASU and the quality measurements for this liquid storage tank for all three – argon, oxygen, and liquid nitrogen – and subsequent quality measurements. Assuring any truck loading from those storage tanks is also of the same quality that is in the storage facilities.
Likewise on the other side, any customer that would be using the gas that was produced in liquid phase, the liquid oxygen or liquid argon that was used in the heat exchanger and goes out to a local customer via pipeline, a series of measurements also are made for purity and for quality on this side.
So that concludes the process, the application of the Servomex products for the air separation unit industry. As you can see, there’s lots of measurements being made, and quite a few places to control the process and to control the purity of the product that it produces. Other than that, Chris, anything else you’d like to say about the ASU process?
CD: No, I think we’ve, we’ve covered most of what can be said in a in a 30-minute podcast on air separation units.
DB: Well, it was really good talking with you, Chris. I hope to see you in person someday soon when this COVID thing blows over. But until then, have a great afternoon.
CD: Thanks, everyone, for listening and for your time. Thank you, Doug for leading us through this journey. And just a reminder, you can visit servomex.com to find out more about air separation units and all the analyzers that we can offer.